ارزیابی تأثیر بهبود کیفیت بر نقص تولید در صنعت خودرو مقاله سال 2026
📘 ارزیابی تأثیر بهبود کیفیت بر نقص تولید
مطالعه موردی در صنعت تولید خودرو (سالن رنگکاری)
نویسندگان: آیزاک O. اولالره و کملال رامداس | گروه مهندسی صنایع، دانشگاه آفریقای جنوبی
✨ مشاور استاندارد IATF 16949 – مرجع تخصصی بهبود کیفیت در صنعت خودرو ✨
🔍 چکیده
کارایی کلی تجهیزات (OEE) یک معیار عملکرد حیاتی برای کارایی تولید در تولیدات صنعتی است. از آنجایی که صنعت خودرو برای اقتصاد حیاتی است، تقاضای رو به رشد از سوی مشتریان و رقابت، نیاز به تولید بهینه از طریق افزایش OEE را بیشتر کرده است. این مطالعه هدف تولیدی متأثر از نقصهای کیفی را ارزیابی میکند، که شامل محاسبات قابلیت اولین بار (FTC) میشود، و رابطه بین پیادهسازی ابزارهای کنترل کیفیت و سهم تلفات کیفی بر OEE را در سالن رنگکاری کارخانههای تولید خودرو ارزیابی مینماید. این مطالعه از یک روش ترکیبی استفاده میکند، که نقصهای تولید مختلف را در بخش سالن رنگکاری صنعت خودرو ارزیابی کرده و از ابزارهای کیفی و کمی در شناسایی ناهماهنگیها استفاده میکند. کیفیت رنگ با استفاده از بازرسی چشمی و اندازهگیری ضخامت رنگ در محدوده 4 تا 7 میل با استفاده از سنج ضخامت رنگ و دادههای تولید با استفاده از ابزارهای کیفی، ارزیابی شد. یک طرح تحقیق همبستگی با استفاده از تکنیکهای کیفی و کمی برای تعیین همبستگی بین خروجی کیفیت و دانش ابزارهای کیفیت توسط گروه کانونی مسئول تولید و بازرسی خروجی کیفیت رنگکاری، اتخاذ گردید. نتایج نشان داد که سالن رنگکاری به دلیل نقصهای کیفی، اهداف حجمی را برآورده نمیکند. این مطالعه همچنین نشان داد که تقریباً 78% از کارگران طبقه تولیدی در بخش سالن رنگکاری از اهمیت OEE و ابزارهای کیفیت برای بهرهوری ناآگاه بودند، در حالی که سیستم در حال حاضر دارای OEE معادل 88.7% است. این مطالعه بیشتر، راهبردهای کیفی گمشده و عدم انطباق با استانداردهای مرتبط ISO-8504 را شناسایی کرد.
تاریخچه مقاله: دریافت 21 فوریه 2024 | داوری شده 24 ژوئن 2024 | پذیرش 11 آگوست 2024
کلیدواژهها: کارایی کلی تجهیزات، ناهماهنگیها، نقصهای کیفی، سالن رنگکاری خودرو، ابزارهای کیفیت، قابلیت اولین بار
۱. مقدمه
صنعت خودرو برای اقتصاد آفریقای جنوبی حیاتی است. این بخش کمکهای اقتصادی و اشتغال قابل توجهی به کشور میکند (Ambe & Badenhorst-Weiss, 2011). بخش تولید خودرو آفریقای جنوبی به شرکتهای بسیاری که قطعات، اجزا و مواد را تأمین میکنند، متکی است. طبق گزارش NAAMSA (2023)، تعداد خودروهای سواری جدید فروخته شده در ژوئن 2023 به 29,795 دستگاه خواهد رسید که افزایش 0.8% نسبت به سال قبل است. صنعت خودرو 4.3% از تولید ناخالص داخلی را تشکیل میدهد.
رقابت شدید، افزایش تقاضای مشتریان، و انتظارات برای کیفیت بالا، تولیدکنندگان را به بهینهسازی فرآیندها واداشته است. OEE شاخصی است که در دسترس بودن، عملکرد و کیفیت را اندازه میگیرد. مشخصه کیفیت رنگ خودرو از نوع کیفی (attribute) بوده و هر نقص منجر به بازکاری میشود. با افزایش نقصها، زمان بازکاری افزایش یافته و FTC تحت تأثیر قرار میگیرد.
هدف اصلی پیادهسازی ابزارهای کنترل کیفیت، شناسایی خطاها و کاهش ضایعات است. این مطالعه سه هدف اصلی دارد: ارزیابی OEE فعلی، شناسایی مولفههای نیازمند بهبود، و سنجش آگاهی کارکنان از ابزارهای کیفیت. نتیجه نهایی شناسایی کمبودها در کاربرد ابزارهای کیفیت برای افزایش بهرهوری است.
۲. پیشینه
OEE شاخصی کلیدی برای تولیدکنندگان خودرو است. اگرچه ابزارهای کنترل کیفیت بهطور گسترده بکار میروند، ارزیابی جامع تأثیر آنها بر OEE محدود است. کنترل کیفیت از اوایل قرن بیستم پیشرفت چشمگیری داشته (Montgomery, 2019). مؤلفه کیفیت در OEE، نسبت محصولات خوب را اندازه میگیرد. Zeng و همکاران (2015) نشان دادند که بکارگیری SPC و تحلیل پارتو باعث بهبود کیفیت و افزایش بهرهوری میشود.
۳. روششناسی
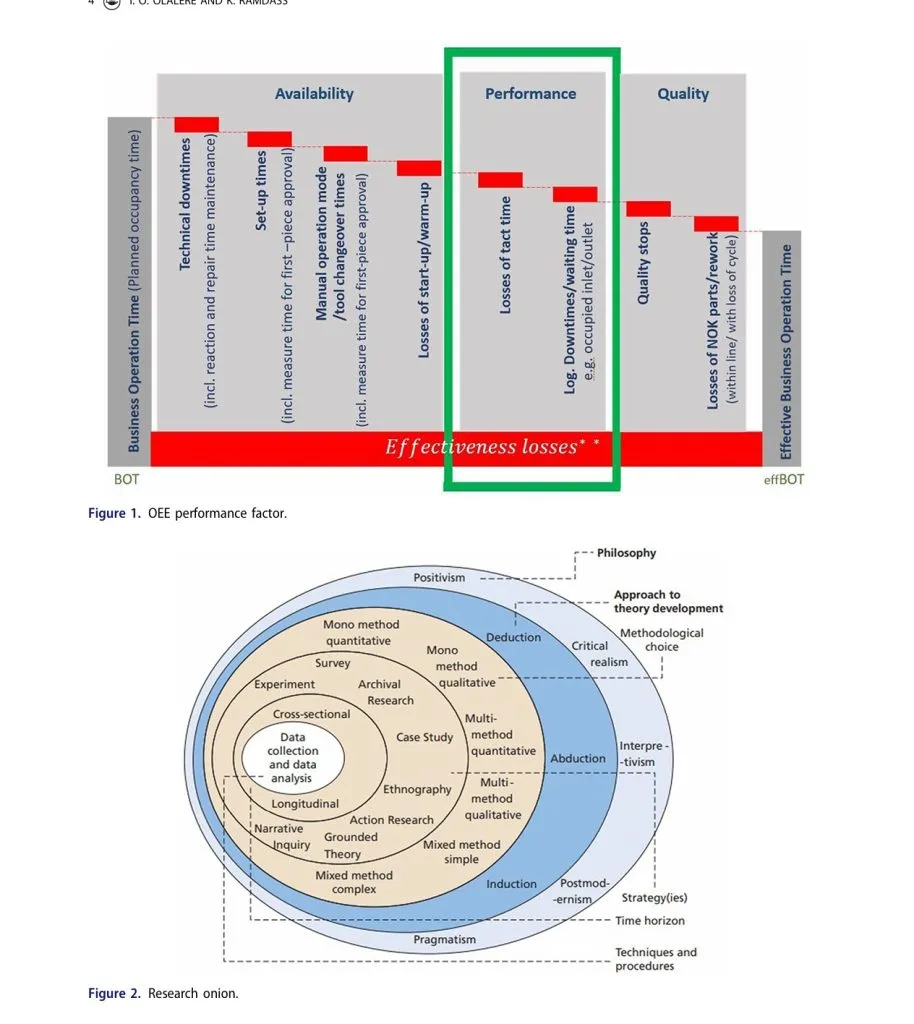
مفهوم نظری پیاز تحقیق (Saunders et al., 2009) پایه طراحی مطالعه است. فلسفه تحقیق اثباتگرا (positivism) اتخاذ شد که بر دادههای تجربی تأکید دارد. رویکرد تحقیق استنتاجی (deductive) و استراتژی تحقیق ترکیبی متوالی (sequential mixed-methods) میباشد.
۳.۱. رویکرد تحقیق
استدلال استنتاجی به ما امکان میدهد فرضیههایی مبتنی بر نظریههای بهبود کیفیت تدوین کنیم. Prajogo و همکاران (2017) از این رویکرد برای تحلیل زنجیره تأمین استفاده کردند.
۳.۲. استراتژی تحقیق
دادههای کمی از سیستم گزارشدهی مدیریت (MRS) و سیستم دیجیتال کف کارخانه (SFM) جمعآوری شد. برای تحلیل روابط از آمار توصیفی و همبستگی استفاده گردید. در مرحله کیفی، از ابزارهایی مانند تحلیل علت و معلول (استخوان ماهی)، FMEA و تحلیل پارتو بهره گرفته شد. نمونهگیری به صورت هدفمند و با حجم بیش از 85% از کارگران سالن رنگکاری انجام شد.
رویکرد اثباتگرا و استنتاجی به ما کمک کرد تا رابطه میان کاربرد ابزارهای کیفیت و خروجی کیفیت را تحلیل کنیم. در انتهای این بخش، شکل ۱ (عوامل عملکرد OEE) و شکل ۲ (پیاز تحقیق) قرار میگیرند.
تجزیه و تحلیل دادههای کمی با نرمافزارهای آماری انجام شد و دادههای کیفی حاصل از مصاحبههای نیمهساختاریافته با استفاده از تحلیل محتوا بررسی گردید. یافتههای حاصل از دو روش با یکدیگر تلفیق شده تا درک عمیقتری از تأثیر بهبود کیفیت بر OEE حاصل شود. رعایت اصول اخلاقی پژوهش شامل محرمانگی اطلاعات و اخذ رضایت آگاهانه از شرکتکنندگان تضمین گردید.
به طور خلاصه، روششناسی این مطالعه تلفیقی از رویکردهای کمی و کیفی با تأکید بر فلسفه اثباتگرایی و استراتژی تحقیق ترکیبی است که امکان ارزیابی جامع نقش ابزارهای کیفیت در کاهش نقص تولید را فراهم میکند.
اثباتگرایی با رویکردی عینی و تجربی همسو است که هدف آن جمعآوری دادههای قابل مشاهده و قابل اندازهگیری برای توسعه و آزمایش نظریهها است؛ از این رو، این مطالعه این رویکرد را اتخاذ میکند. اثباتگرایی به شدت بر استفاده از روشهای کمی تأکید دارد و به دنبال کشف روابط علت و معلولی بین متغیرها است. با اتخاذ یک فلسفه تحقیق اثباتگرایانه، این مطالعه بر جمعآوری دادههای تجربی در مورد ابزارهای کنترل کیفیت، OEE و کارایی تولید در بخش تولید خودرو تمرکز دارد. این رویکرد تحقیق، قابلیت و کنترل کیفیت سیستم فعلی را ارزیابی میکند. چارچوب نظری این مطالعه از ضریب کیفیت OEE ناشی میشود که بر بهرهوری کلی شرکت تولیدی تأثیر میگذارد. این ضریب را میتوان با استفاده از تکنیکها و رویکردهای مختلف کیفیت ارزیابی و بهبود بخشید. بنابراین، این مطالعه تحقیقاتی فرض میکند که بین کاربرد تکنیکها و رویکردهای کیفیت و خروجی کیفیت کلی، عملکرد و بهرهوری بخش رنگکاری صنعت خودرو رابطه وجود دارد. از طریق یک تجزیه و تحلیل دقیق روابط، این روش دانش عناصر مؤثر بر کارایی تولید و کیفیت صنعت را پیشرفت خواهد داد. علاوه بر این، یافتهها، قطعه گمشده در استراتژیهای تضمین کیفیت بخش را شناسایی کرده و احتمالاً با راهحلهای نوظهور در سالنهای رنگکاری صنعت خودرو آشتی میکنند.
۳.۱. رویکرد تحقیق
در چارچوب این مطالعه، استنتاج بسیار مناسب است، زیرا ایجاد فرضیههای قابل آزمایش بر اساس ایدههای پذیرفته شده و دادههای تجربی را امکانپذیر میسازد. با شروع تحقیق با اصول و نظریههای تثبیت شده بهبود کیفیت، میتوان پیشبینیها یا انتظارات خاصی در مورد تأثیر ابزارهای کنترل کیفیت بر OEE و نقص تولید به دست آورد. این استدلال استنتاجی در طراحی مطالعه، جمعآوری دادهها و تجزیه و تحلیل به کار گرفته شد، و رویکردی متمرکز و سیستماتیک برای اعتبارسنجی یا به چالش کشیدن فرضیه فرموله شده ارائه داد. Prajogo و همکاران (2017) رویکرد مشابهی (استدلال استنتاجی) را با استفاده از روشهای جمعآوری دادههای کمی و مدلهای آماری برای تحلیل تناسب بین استراتژیها و شیوههای زنجیره تأمین اتخاذ کردند. Martinez-Senra و همکاران (2015) نیز با استفاده از استدلال استنتاجی مبتنی بر نظریههای موجود، استنتاج کردند که ظرفیت جذب، یک متغیر میانجی بین تحقیقات پایه و نوآوری محصول است. بنابراین، استدلال استنتاجی، بینشهایی را از یک مطالعه تحقیقاتی تولید میکند، با تمرکز بر کشف چگونگی پیشروی برخی پیشایندها در یک مطالعه موردی معین و تعمیم آن به یک سناریوی مشابه (Asif et al., 2021).
۳.۲. استراتژی تحقیق
طرح تحقیق در استراتژی تحقیق برای جمعآوری، تجزیه و تحلیل و تفسیر دادهها با استفاده از یک طرح تحقیق توضیحی با روشهای ترکیبی متوالی که برای این مطالعه مناسب بود، ارائه شده است. روششناسی کمی از طریق جلسات حل مسئله یا تجزیه و تحلیل منابع دادههای داخلی موجود مانند سیستم گزارشدهی مدیریت (MRS)، سیستم مدیریت دیجیتال کف کارخانه (SFM) و سیستمهای دادههای تجربی (PLUS)، مانند سوابق تولید و گزارشهای کیفیت، در مرحله اولیه مطالعه به کار گرفته شد. برای اطمینان از یکپارچگی دادهها و قابلیت اطمینان، دادهها با دادههای تولید موجود مقایسه میشوند و آزمون آماری برای یافتن میانگین و دامنه متغیرهای اندازهگیری شده در همبستگی با دادههای به دست آمده اعمال میگردد. برگه داده چکلیست نیز برای اطمینان از سازگاری دادههای به دست آمده از سیستمهای دیجیتال MRS و SFM ارجاع داده میشود. از روشهای تحلیل آماری، از جمله آمار توصیفی و تحلیل همبستگی، برای بررسی روابط بین متغیرها و تعیین کمیت تأثیر بهبود کیفیت بر بهرهوری تولید استفاده شد.
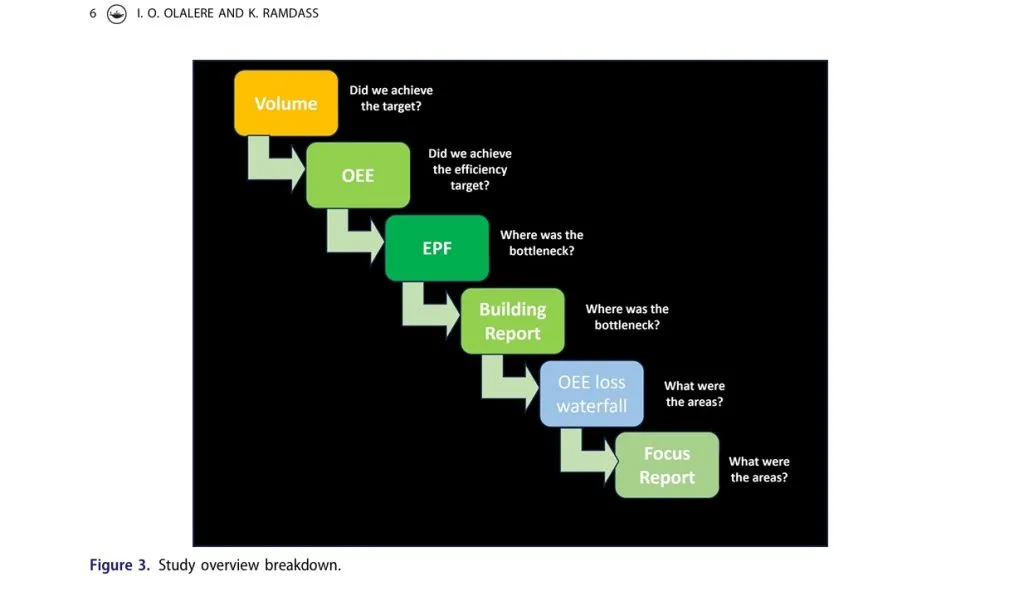
پیادهسازی یک روال مدیریت عملکرد OEE مؤثر شامل یک رویکرد سیستماتیک برای نظارت، تجزیه و تحلیل و بهبود OEE یک فرآیند تولیدی است. ارزیابی عملکرد تولید سیستماتیک از یک رویکرد رویهای پیروی میکند، همانطور که در شکل ۳ نشان داده شده است.
۴. تجزیه و تحلیل نتایج و بحث
تمرکز این بخش بر ارائه یک تحلیل جامع از دادههای جمعآوری شده، آشکارسازی یافتههای کلیدی و مشارکت در یک بحث کامل در مورد نتایج است. دادههای کمی در سالن رنگکاری داخل کارخانه جمعآوری شد، جایی که دادههای تلفات خرابی، زمان عملیات تجاری (BOT) و زمان عملیات تجاری مؤثر (eBOT) از معیارهای عملکرد تجهیزات جمعآوری شد. دادههای تأسیسات تولیدی از طریق نرمافزار MRS که بر روی یک دستگاه HMI کلاینت پلاس (Plus-Client Human-Machine Interface) مجتمع با کنترلکنندههای منطقی قابل برنامهریزی (PLC) اجرا میشود، جمعآوری میگردد. دادهها با مقایسه با چکلیست کیفیت تولید (سند کاغذی) برای بخش سالن رنگکاری شرکت و میانگین کیفیت خروجی (AOQ) از بخش تولید، اعتبارسنجی میشوند. دو مرحله برای دادههای کیفی وجود دارد، با مرحله اول شامل مصاحبه با 75% از کارگران تولید سالن رنگکاری برای یافتن علل نقصهای کیفیت بر اساس عوامل برجسته شده در ابزار علت و معلولی و FMEA. بینش در مورد نقصها و چالشهای کیفیت ارائه شده توسط ابزارهای کیفی عمیق، به شناسایی آنچه در کاربرد ابزارها و تکنیکهای کیفیت و رویکردهای مدیریت کیفیت عقب مانده است، کمک میکند. مرحله دوم جمعآوری دادههای این تحقیق از طریق اجرای پرسشنامه به دست آمد. رضایت آگاهانه از هر شرکتکننده اخذ شد و تأییدیه عدم افشای هویت به شرکتکنندگان داده شد تا از نظرات و پاسخهای بدون سوگیری اطمینان حاصل شود. علاوه بر این، از آنجایی که شرکتکنندگان انسانی تمرکز اصلی مطالعه نبودند، تأییدیه اخلاقی از پرسنل منابع انسانی (HR) مطابق با بیانیه سیاست سه شورایی (TCPS) در مورد رفتار اخلاقی برای تحقیق اخذ گردید. پرسشنامه در میان نمونهای از 25 شرکتکننده، متشکل از افرادی با نقشهای مختلف در سالن رنگکاری، از جمله مدیریت، تیم حلقه کیفیت و اپراتورها، توزیع شد. حجم نمونه نشاندهنده بیش از 85% از کارگران بخش سالن رنگکاری است، و بینشی از سطح درک اهمیت و کاربرد ابزارها و تکنیکهای کیفیت مرتبط مختص سالن رنگکاری ارائه میدهد. بنابراین، حجم نمونه معرف تعداد کارگران سالن رنگکاری است و میتوان از نتیجه برای اعتبارسنجی نتیجه حاصل از تحلیل ابزارهای کیفی استفاده کرد.
این رویکرد مبتنی بر پرسشنامه به عنوان مکمل ارزشمندی برای روشهای اصلی جمعآوری دادهها عمل کرد و عمق و وسعت یافتههای تحقیقاتی ما را افزایش داده و فرآیند کلی تحقیق را غنیتر ساخت. گام مهمی که برای تسهیل فرآیند تجزیه و تحلیل دادههای بعدی، اجازه استخراج بینشها و نتیجهگیریهای معنادار در مورد تأثیر بهبود کیفیت بر عملکرد بهرهوری تولید در صنعت تولید خودرو، برداشته شد، با استفاده از برخی نقاط بازرسی، همانطور که در جدول ۱ نشان داده شده است، به دقت ثبت شد.
۴.۱. عملکرد تولید: تأثیر حجم
تأثیر حجم در عملکرد تولید تعیین میکند که آیا فرآیند تولید با مقایسه خروجی تولید واقعی با اهداف برنامهریزی شده، اهداف حجم تولید خود را برآورده میکند یا خیر. قابلیت اولین بار (FTC) به توانایی یک فرآیند تولید برای تولید حجم برنامهریزی شده محصولات یا واحدها بدون هیچ نقص یا بازکاری در طول اولین دوره تولید اشاره دارد. FTC در خط پولیش به عنوان "سفید" شناخته میشود، در حالی که بدنههای خودرو که نیاز به تعمیرات آفلاین در مناطق تعمیر نقطهای دارند، بر خلاف دستیابی به FTC محاسبه میشوند. به طور مشابه، خودروهایی که برای آمادهسازی برای رنگکاری مجدد به خط رد فرستاده میشوند، بر خلاف دستیابی به FTC محاسبه میشوند. واحدهایی که از دستیابی به FTC پشتیبانی میکنند، خودروهایی هستند که هیچ نیاز به تعمیرات آفلاین ندارند؛ از این رو، خط پولیش را ترک کرده و مستقیماً به غرفه موم و سپس به سالن مونتاژ میروند. دادههای واحدهای FTC در بخش سالن رنگکاری در جدول ۲ فهرست شده است، که شامل دادههای تولید برای سالهای ۲۰۲۱ و ۲۰۲۲ و سه ماهه اول سال ۲۰۲۳ است.
FTC = (کل واحدهای تولید شده − تعداد واحدهای ضایعاتی) / (کل تعداد واحدهای تولید شده) × ۱۰۰%
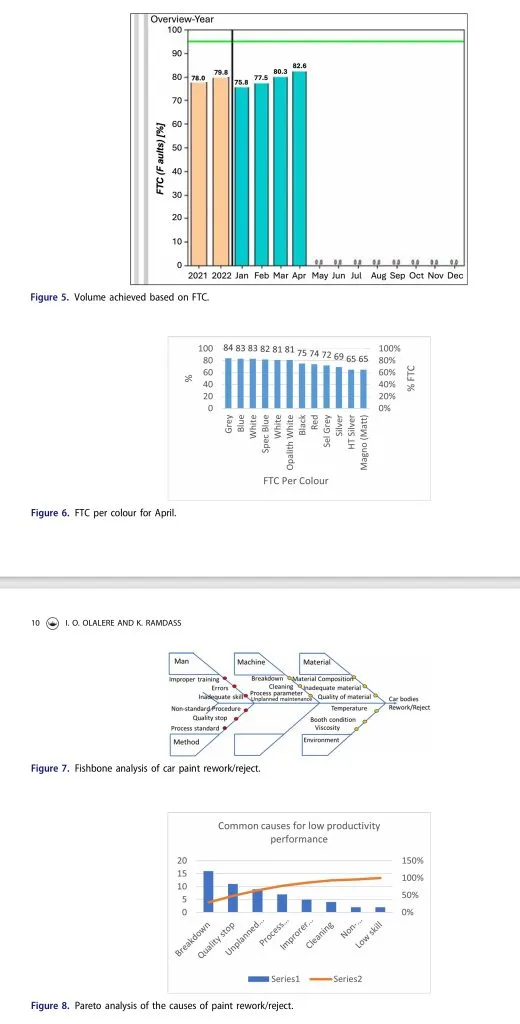
نمودارهای میلهای در شکل ۵ درصد FTC را برای سالهای ۲۰۲۱ و ۲۰۲۲ و هر ماه از سه ماهه اول سال ۲۰۲۳ نشان میدهند. نمودار نشان میدهد که آوریل ۲۰۲۳ بهترین FTC را در مقایسه با ماههای همان سال، با هر دو سال ۲۰۲۱ و ۲۰۲۲ دارد.
عدم موفقیت در دستیابی به هدف FTC ۹۵% بر اهمیت بهبودهای مستمر در کنترل کیفیت و فرآیندهای تولید تأکید دارد. FTC حجمی در شکل ۵ نشان میدهد که کارخانه با FTC پایینتری از هدف قابل تحویل کارخانه یعنی ۹۵% عمل میکند. این معیار نشان میدهد که نقصهای کیفیت بر عملکرد بهرهوری تأثیر منفی میگذارند.
محاسبات بیشتر FTC بر اساس ویژگی رنگ محصول برای آوریل ۲۰۲۳ بررسی شد. هر درجه رنگ و FTC متناظر بر اساس هدف رنگ و رد شده در شکل ۶ نشان داده شده است. شکل ۶ نشان میدهد که هیچ یک از رنگها به FTC هدف نمیرسند، احتمالاً به دلیل عیوب رایج یا خاص رنگ.
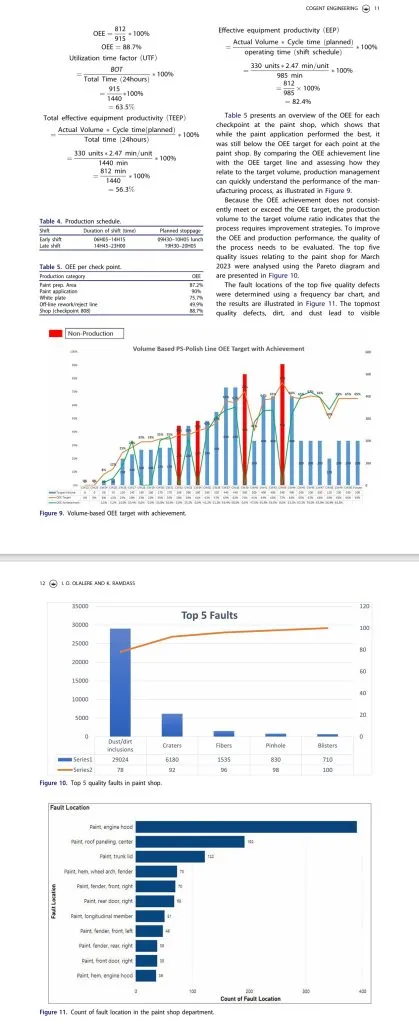
تجزیه و تحلیل سیستم با استفاده از تجزیه و تحلیل حالت و اثرات شکست (FMEA)، حالتهای شکست بالقوه در فرآیندهای تولید را شناسایی کرده و تأثیرات بالقوه آنها را بر نقص ارزیابی میکند. این تجزیه و تحلیل، این حالتهای شکست را بر اساس شدت، وقوع و تشخیص، اولویتبندی میکند و به توسعه استراتژیهای بهبود کیفیت هدفمند کمک میکند. پیوست، تجزیه و تحلیل FMEA را ارائه میدهد، و شکل ۷ علل و اثرات را نشان میدهد.
فراوانی آماری علل برجسته شده در تجزیه و تحلیل FMEA با استفاده از نمودار پارتو برای رتبهبندی علت با بیشترین فراوانی تا کمترین، همانطور که در شکل ۸ نشان داده شده است، ارائه شده است. این نشان میدهد که خرابی ماشین به دلیل خرابیها باعث بیشترین نقصهای کیفیت و بازکاری در سالن رنگکاری برای خط تولید خودرو میشود. این یک نمای کلی از کوتاهی در دستیابی به حجم هدف سالن رنگکاری ارائه میدهد.
دو دسته از مسائل مکرر شناسایی شده است: عیوب سیستم و عیوب محصول. عیوب مکرر محصول شامل گرد و غبار، الیاف، حفرهها، سوراخهای سوزنی و تاولها میشود. FMEA ارزیابی سیستماتیک این حالتهای عیب، با تجزیه و تحلیل شدت، وقوع و قابلیت تشخیص آنها را تسهیل کرد، همانطور که در پیوست بررسی شده است، در حالی که همچنین عیوب محصول را برای هدایت بهبودهای کیفیت در سالن رنگکاری تجزیه و تحلیل و کاهش داد. شناسایی عیوب در سیستم INQA بر اهمیت رسیدگی به کاستیهای فنی در فرآیند کنترل کیفیت تأکید دارد. فرآیند محرک از تجزیه و تحلیل به دست آمده با استفاده از ابزار FMEA در جدول ۳ برجسته شده است.
برنامه تولید برای محاسبه زمان موجود برای تولید به منظور تعیین BOT بررسی شد. دادههای نشان داده شده در جدول ۴، شیفتهای موجود، مدت زمان و توقفهای برنامهریزی شده را نشان میدهند. زمان موجود به دقیقه و خرابی برنامهریزی شده را میتوان به صورت زیر محاسبه کرد:
شیفت ۲: زمان موجود = ۴۹۵ دقیقه خرابی برنامهریزی شده = ۳۵ دقیقه
کل زمان عملیات شیفت: ۴۹۰ + ۴۹۵ = ۹۸۵ دقیقه
کل خرابی برنامهریزی شده (ناهار): ۳۵ + ۳۵ = ۷۰ دقیقه
بنابراین: زمان عملیات تجاری (BOT): ۹۸۵ − ۷۰ = ۹۱۵ دقیقه
OEE = (قطعات خوب × زمان چرخه برنامهریزی شده) / BOT × ۱۰۰% = (eBOT / BOT) × ۱۰۰%
زمان چرخه برنامهریزی شده = ۲.۴۷ دقیقه / واحد
قطعات خوب = ۳۳۰ واحد
OEE = (۳۳۰ × ۲.۴۷) / ۹۱۵ × ۱۰۰% = ۸۱۲ / ۹۱۵ × ۱۰۰% = ۸۸.۷%
بهرهوری کل تجهیزات مؤثر (TEEP) = (حجم واقعی × زمان چرخه برنامهریزی شده) / کل زمان (۲۴ ساعت) = (۳۳۰ × ۲.۴۷) / ۱۴۴۰ = ۸۱۲ / ۱۴۴۰ × ۱۰۰% = ۵۶.۳%
بهرهوری مؤثر تجهیزات (EEP) = (حجم واقعی × زمان چرخه برنامهریزی شده) / زمان عملیاتی (برنامه شیفت) × ۱۰۰% = ۸۱۲ / ۹۸۵ × ۱۰۰% = ۸۲.۴%
جدول ۵ یک نمای کلی از OEE را برای هر نقطه بازرسی در سالن رنگکاری ارائه میدهد که نشان میدهد در حالی که کاربرد رنگ بهترین عملکرد را داشت، هنوز هم کمتر از هدف OEE برای هر نقطه در سالن رنگکاری بود. با مقایسه خط دستیابی OEE با خط هدف OEE و ارزیابی چگونگی ارتباط آنها با حجم هدف، مدیریت تولید میتواند به سرعت عملکرد فرآیند تولید را درک کند، همانطور که در شکل ۹ نشان داده شده است.
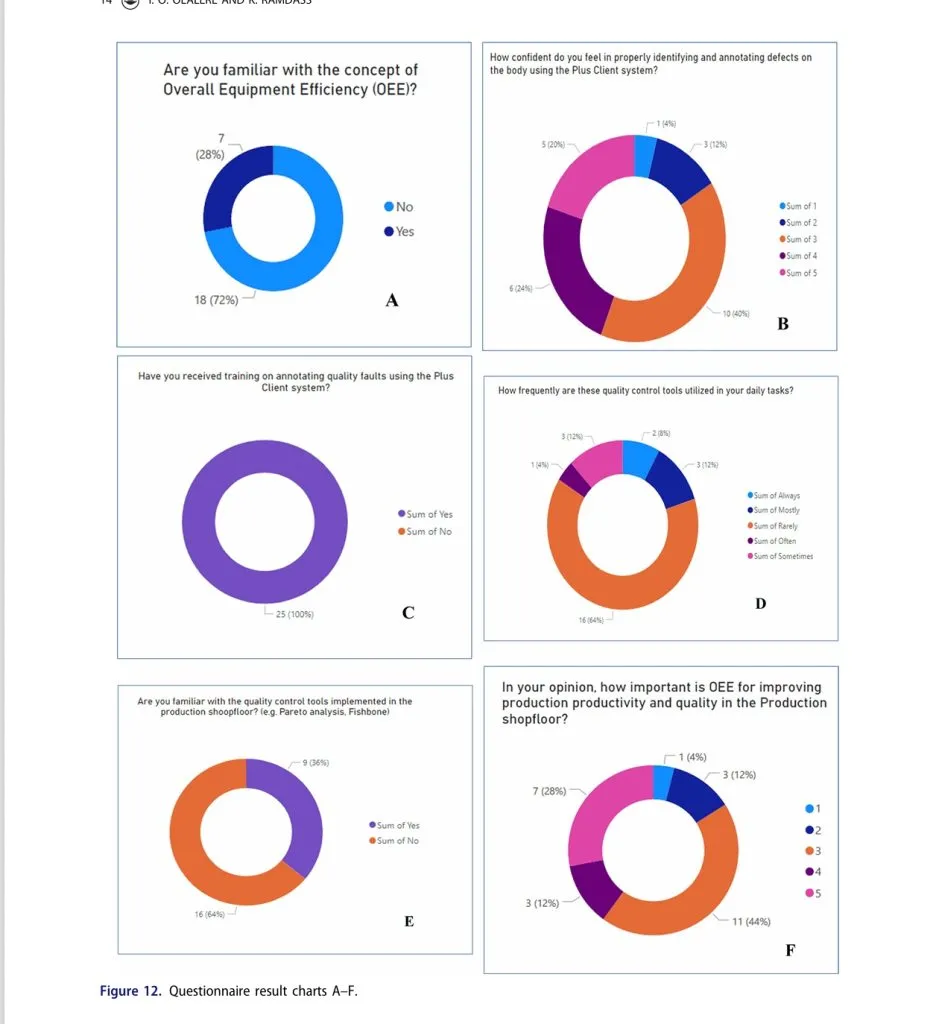
از آنجایی که دستیابی به OEE به طور مداوم با هدف OEE مطابقت ندارد یا از آن فراتر نمیرود، نسبت حجم تولید به حجم هدف نشان میدهد که فرآیند نیاز به استراتژیهای بهبود دارد. برای بهبود OEE و عملکرد تولید، کیفیت فرآیند نیاز به ارزیابی دارد. پنج مسئله کیفیت برتر مربوط به سالن رنگکاری برای مارس ۲۰۲۳ با استفاده از نمودار پارتو تجزیه و تحلیل شد و در شکل ۱۰ نشان داده شده است.
مکانهای عیب از پنج نقص کیفیت برتر با استفاده از نمودار میلهای فراوانی تعیین شد و نتایج در شکل ۱۱ نشان داده شده است. برترین نقصهای کیفیت، کثیفی و گرد و غبار منجر به نقصهای قابل مشاهده روی سطح محصول رنگ شده میشوند و بافتی ناهموار ایجاد میکنند که بر ظاهر کلی محصول رنگ شده تأثیر میگذارد. حفرهها، فرورفتگیها یا گودیهای کوچکی هستند که میتوانند بر روی یک سطح رنگ شده به دلیل آلایندههای روی سطح، تمیزکاری نامناسب، یا تداخلات بین رنگ و مواد دیگر تشکیل شوند. به طور مشابه، تاولها، نواحی برآمده یا حبابهایی هستند که میتوانند در زیر لایه رنگ به دلیل هوای محبوس یا رطوبت، پخت نامناسب، یا لایههای رنگ ناسازگار تشکیل شوند. در همین حال، سوراخهای سوزنی، سوراخهای ریزی هستند که بر روی سطح رنگ شده نهایی ظاهر میشوند. در نهایت، الیاف در رنگ مرطوب جاسازی میشوند و باعث ایجاد خطوط یا رگههای برآمده بر روی سطح رنگ شده میشوند. این نقصهای کیفیت بر عملکرد و کیفیت کلی تأثیر میگذارند.
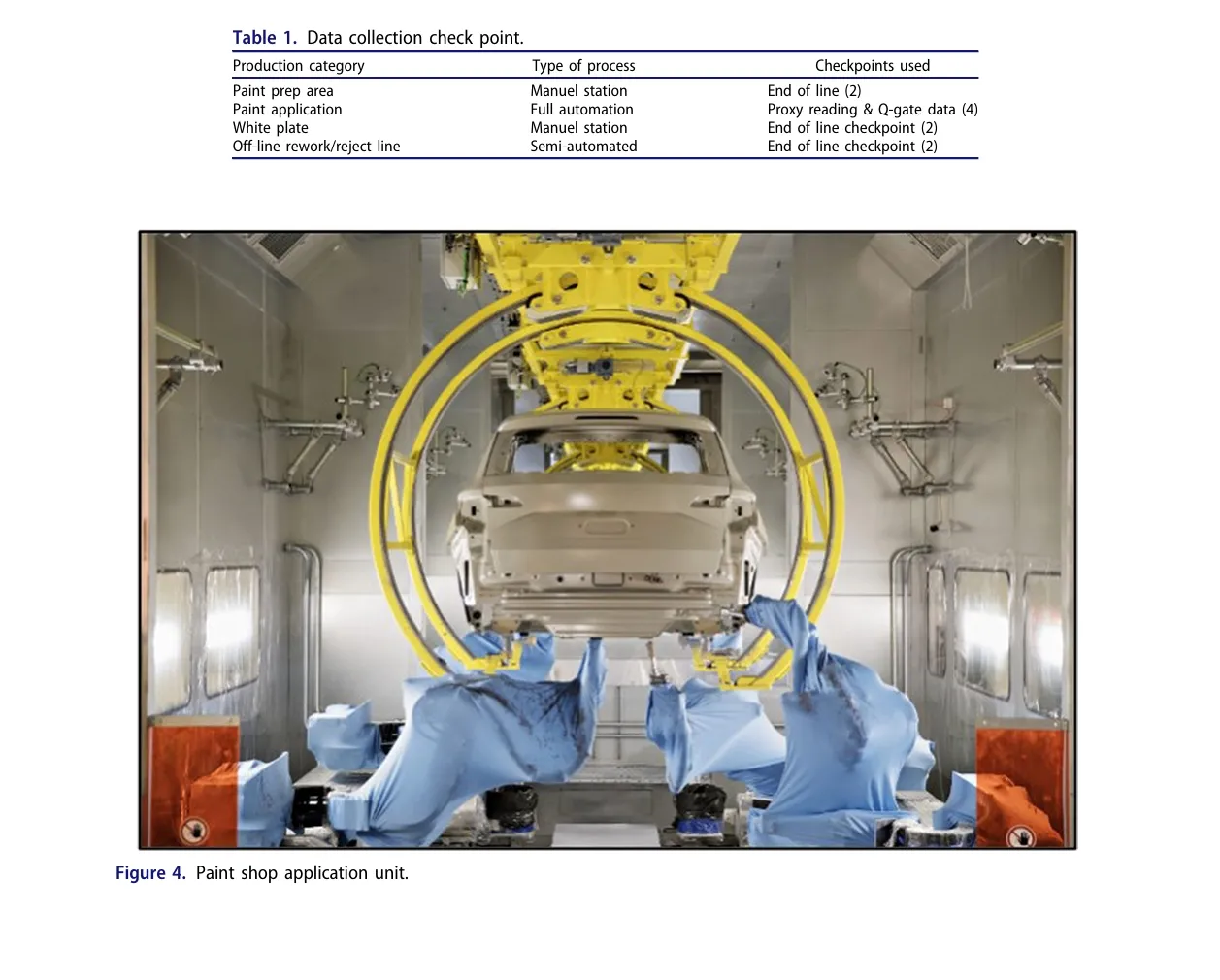
جدول ۱. نقاط بازرسی جمعآوری دادهها
| دسته تولید | نوع فرآیند | نقاط بازرسی استفاده شده |
|---|---|---|
| منطقه آمادهسازی رنگ | ایستگاه دستی | خط پایان (2) |
| کاربرد رنگ | تمام اتوماتیک | خوانش پروکسی و دادههای دروازه کیفی (4) |
| صفحه سفید | ایستگاه دستی | نقطه بازرسی خط پایان (2) |
| بازکاری/خط رد آفلاین | نیمه اتوماتیک | نقطه بازرسی خط پایان (2) |
تفسیر: این جدول نقاط بازرسی مورد استفاده برای جمعآوری دادههای تولید و کیفیت در بخشهای مختلف سالن رنگکاری را نشان میدهد. دادههای کمی و کیفی بر اساس این نقاط بازرسی ثبت و اعتبارسنجی شدهاند.
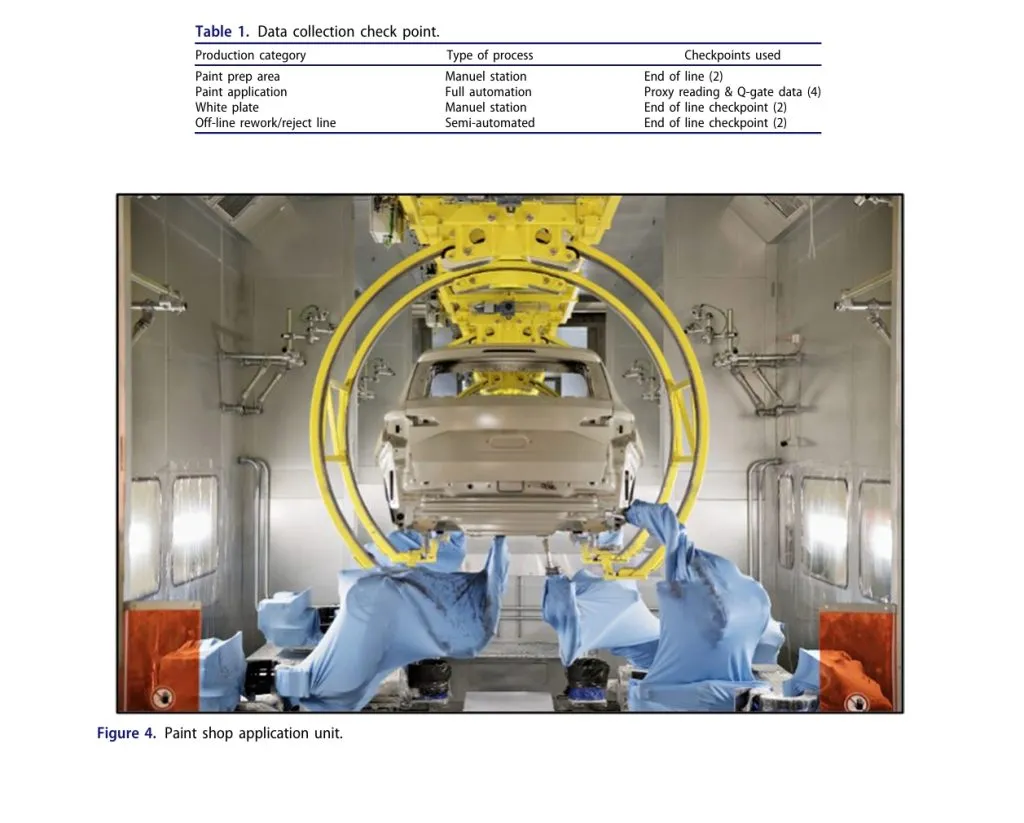
یک منطقه معمولی سالن رنگکاری در شکل ۴ نشان داده شده است. واحدهایی که از دستیابی به FTC پشتیبانی میکنند، خودروهایی هستند که هیچ نیاز به تعمیرات آفلاین ندارند؛ از این رو، خط پولیش را ترک کرده و مستقیماً به غرفه موم و سپس به سالن مونتاژ میروند. دادههای واحدهای FTC در بخش سالن رنگکاری در جدول ۲ فهرست شده است، که شامل دادههای تولید برای سالهای ۲۰۲۱ و ۲۰۲۲ و سه ماهه اول سال ۲۰۲۳ است.
جدول ۲. عملکرد تولید
| سال | مشاغل در ساعت (JPH) | واحدهای رد شده | واحدهای FTC |
|---|---|---|---|
| 2021 | 25 | 12083 | 98610 |
| 2022 | 25 | 11267 | 95300 |
| ژانویه | 25 | 564 | 17301 |
| فوریه | 30 | 614 | 16048 |
| مارس | 30 | 678 | 18634 |
| آوریل | 30 | 3482 | 16528 |
FTC = (کل واحدهای تولید شده − تعداد واحدهای ضایعاتی) / (کل تعداد واحدهای تولید شده) × ۱۰۰%
نمودارهای میلهای در شکل ۵ درصد FTC را برای سالهای ۲۰۲۱ و ۲۰۲۲ و هر ماه از سه ماهه اول سال ۲۰۲۳ نشان میدهند. نمودار نشان میدهد که آوریل ۲۰۲۳ بهترین FTC را در مقایسه با ماههای همان سال، با هر دو سال ۲۰۲۱ و ۲۰۲۲ دارد.
عدم موفقیت در دستیابی به هدف FTC ۹۵% بر اهمیت بهبودهای مستمر در کنترل کیفیت و فرآیندهای تولید تأکید دارد. FTC حجمی در شکل ۵ نشان میدهد که کارخانه با FTC پایینتری از هدف قابل تحویل کارخانه یعنی ۹۵% عمل میکند. این معیار نشان میدهد که نقصهای کیفیت بر عملکرد بهرهوری تأثیر منفی میگذارند.
محاسبات بیشتر FTC بر اساس ویژگی رنگ محصول برای آوریل ۲۰۲۳ بررسی شد. هر درجه رنگ و FTC متناظر بر اساس هدف رنگ و رد شده در شکل ۶ نشان داده شده است. شکل ۶ نشان میدهد که هیچ یک از رنگها به FTC هدف نمیرسند، احتمالاً به دلیل عیوب رایج یا خاص رنگ.
جدول ۳. فرآیند محرک FMEA
| مسئول | محرک FMEA | فرآیند | خروجی |
|---|---|---|---|
| سالن رنگ |
• تجهیزات یا فناوری جدید • تغییر مهندسی • درسهای آموخته شده: • شکستهای بازار خارجی • مشتری داخلی شامل (VoCA/GFP/Shops) • حسابرسی محصول داخلی |
فرآیند جدید یا تغییر فرآیند اولویت 1، نشت آب/لایهبرداری رنگ (شامل اولویت 2) اولویت 1، نشت آب (شامل اولویت 2) اولویت 1، اولویت 2 تکراری (>3 تکرار برای همان درز PVC در هفته) عیوب رنگ در هفته/ماه |
مدیریت ریسک فرآیند باید دنبال شود |
| تیم کیفیت در سالن رنگ | درخواست مدیر ارشد | FMEA جدید بازبینی FMEA موجود بدون نیاز به FMEA یا بهروزرسانی |
پس از شناسایی حالات شکست با استفاده از FMEA، تحلیل علت ریشهای با استفاده از نمودار استخوان ماهی (علت و معلول) انجام شد. شکل ۷ تحلیل استخوان ماهی از بازکاری/رد شدن رنگ خودرو را نشان میدهد. همچنین فراوانی علل با استفاده از نمودار پارتو رتبهبندی گردید (شکل ۸) که نشان داد خرابی ماشین به دلیل خرابیها بیشترین نقص کیفیت و بازکاری را ایجاد میکند.
دو دسته از مسائل مکرر شناسایی شد: عیوب سیستم و عیوب محصول. عیوب مکرر محصول شامل گرد و غبار، الیاف، حفرهها، سوراخهای سوزنی و تاولها میشود. FMEA ارزیابی سیستماتیک این حالتهای عیب را تسهیل کرد.
برنامه تولید برای محاسبه زمان موجود برای تولید به منظور تعیین BOT (زمان عملیات تجاری) بررسی شد. دادههای نشان داده شده در جدول ۴، شیفتهای موجود، مدت زمان و توقفهای برنامهریزی شده را نشان میدهند.
جدول ۴. برنامه تولید
| شیفت | مدت زمان شیفت (زمان) | توقف برنامهریزی شده |
|---|---|---|
| شیفت زود هنگام | 06:05 – 14:15 | 09:30 – 10:05 ناهار |
| شیفت دیر هنگام | 14:45 – 23:00 | 19:30 – 20:05 |
زمان موجود به دقیقه و خرابی برنامهریزی شده به صورت زیر محاسبه میشود:
شیفت ۲: زمان موجود = ۴۹۵ دقیقه خرابی برنامهریزی شده = ۳۵ دقیقه
کل زمان عملیات شیفت: ۴۹۰ + ۴۹۵ = ۹۸۵ دقیقه
کل خرابی برنامهریزی شده (ناهار): ۳۵ + ۳۵ = ۷۰ دقیقه
بنابراین: زمان عملیات تجاری (BOT): ۹۸۵ − ۷۰ = ۹۱۵ دقیقه
OEE = (قطعات خوب × زمان چرخه برنامهریزی شده) / BOT × ۱۰۰% = (eBOT / BOT) × ۱۰۰%
زمان چرخه برنامهریزی شده = ۲.۴۷ دقیقه / واحد
قطعات خوب = ۳۳۰ واحد
OEE = (۳۳۰ × ۲.۴۷) / ۹۱۵ × ۱۰۰% = ۸۱۲ / ۹۱۵ × ۱۰۰% = ۸۸.۷%
بهرهوری کل تجهیزات مؤثر (TEEP) = (حجم واقعی × زمان چرخه برنامهریزی شده) / کل زمان (۲۴ ساعت) = (۳۳۰ × ۲.۴۷) / ۱۴۴۰ = ۸۱۲ / ۱۴۴۰ × ۱۰۰% = ۵۶.۳%
بهرهوری مؤثر تجهیزات (EEP) = (حجم واقعی × زمان چرخه برنامهریزی شده) / زمان عملیاتی (برنامه شیفت) × ۱۰۰% = ۸۱۲ / ۹۸۵ × ۱۰۰% = ۸۲.۴%
جدول ۵ یک نمای کلی از OEE را برای هر نقطه بازرسی در سالن رنگکاری ارائه میدهد.
جدول ۵. OEE به ازای هر نقطه بازرسی
| دسته تولید | OEE |
|---|---|
| منطقه آمادهسازی رنگ | 87.2% |
| کاربرد رنگ | 90% |
| صفحه سفید | 75.7% |
| خط بازکاری/رد آفلاین | 49.9% |
| سالن (نقطه بازرسی 808) | 88.7% |
با مقایسه خط دستیابی OEE با خط هدف OEE و ارزیابی چگونگی ارتباط آنها با حجم هدف، مدیریت تولید میتواند به سرعت عملکرد فرآیند تولید را درک کند (شکل ۹).
از آنجایی که دستیابی به OEE به طور مداوم با هدف OEE مطابقت ندارد یا از آن فراتر نمیرود، نسبت حجم تولید به حجم هدف نشان میدهد که فرآیند نیاز به استراتژیهای بهبود دارد. برای بهبود OEE و عملکرد تولید، کیفیت فرآیند نیاز به ارزیابی دارد. پنج مسئله کیفیت برتر مربوط به سالن رنگکاری برای مارس ۲۰۲۳ با استفاده از نمودار پارتو تجزیه و تحلیل شد (شکل ۱۰).
✧ پایان ترجمه از ابتدای جدول ۳ تا قبل از شکل ۹ ✧
... بر روی سطح محصول رنگ شده، ایجاد بافتی ناهموار میکند که بر ظاهر کلی محصول رنگ شده تأثیر میگذارد. حفرهها، فرورفتگیها یا گودیهای کوچکی هستند که میتوانند بر روی یک سطح رنگ شده به دلیل آلایندههای روی سطح، تمیزکاری نامناسب، یا تداخلات بین رنگ و مواد دیگر تشکیل شوند. به طور مشابه، تاولها، نواحی برآمده یا حبابهایی هستند که میتوانند در زیر لایه رنگ به دلیل هوای محبوس یا رطوبت، پخت نامناسب، یا لایههای رنگ ناسازگار تشکیل شوند. در همین حال، سوراخهای سوزنی، سوراخهای ریزی هستند که بر روی سطح رنگ شده نهایی ظاهر میشوند. در نهایت، الیاف در رنگ مرطوب جاسازی میشوند و باعث ایجاد خطوط یا رگههای برآمده بر روی سطح رنگ شده میشوند. این نقصهای کیفیت بر عملکرد و کیفیت کلی تأثیر میگذارند.
۴.۲. ارزیابی دانش ابزارهای کیفیت نیروی کار
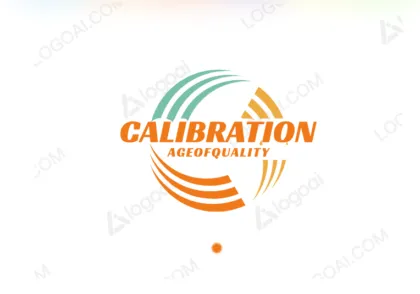
برای ارزیابی دانش و مشارکت نیروی کار (اپراتورها، تیم کیفیت و مدیریت) با ابزارهای کنترل کیفیت، با تمرکز ویژه بر دیدگاهها، تجربیات و درک یک پدیده خاص در طبقه تولید صنعت تولید خودرو، و اجازه دادن به درک غنی از موضوع مورد نظر، یک پرسشنامه اجرا شد. سؤالات کلیدی حول آشنایی آنها با ابزارهای کنترل کیفیت، فراوانی استفاده، آموزش در مورد حاشیهنویسی نقصهای کیفیت با استفاده از یک سیستم خاص، اعتماد به نفس در شناسایی و حاشیهنویسی نقص، آگاهی از OEE بود، و پاسخها از طریق نمودارها برای ارائه یک خلاصه بصری از یافتهها نشان داده شد.
شش سؤال پرسیده شد و نتایج در نمودارهای زیر همراه با سؤالات مربوطه ارائه شده است تا امکان جذب هر سطح از دانش بر اساس نتایج فراهم شود.
نتایج حاصل از پرسشنامه در شکل ۱۲A بر نیاز قابل توجه به آموزش اضافی در مورد OEE و اهمیت آن، به ویژه در چارچوب محیط طبقه تولید در صنعت تولید خودرو، تأکید میکند. شکل ۱۲B نشان میدهد که کارگران بخش رنگکاری چقدر در شناسایی و حاشیهنویسی نقصها اعتماد به نفس دارند، به طوری که ۵ بالاترین سطح اطمینان (بسیار مطمئن) و ۱ سطح اطمینان صفر را نشان میدهد. به طور مشابه، شکل ۱۲F ارزیابی درک شده از اهمیت OEE در بهبود کیفیت در سالن رنگکاری توسط کارگران را برجسته میکند، به طوری که ۵ پاسخ برای "بسیار مهم" و ۱ نشاندهنده اهمیت صفر است. پاسخ در مورد آموزش دریافت شده در مورد حاشیهنویسی نقصهای کیفیت نیز نشان داد که ۱۰۰% از کارکنان در این مورد آموزش دیده بودند، همانطور که در شکل ۱۲C نشان داده شده است. با این حال، شکل ۱۲D نشان میدهد که اکثر کارگران طبقه تولید به ندرت از ابزارهای کیفیت در ارزیابی کیفیت خط تولید خود استفاده میکنند که ممکن است به سطح آشنایی آنها با این ابزارها مربوط باشد، زیرا شکل ۱۲E نشان داد که اکثریت با ابزارها آشنا نبودند.
واضح بود که بیشتر نیروی کار طبقه تولید، از جمله اپراتورها و تیم حلقه کیفیت، درک روشنی از نحوه اندازهگیری OEE و چگونگی تأثیر نقصهای کیفیت، ردها و بازکاری بر آن در طول تولید نداشتند. علاوه بر این، در مورد فراوانی استفاده از ابزارهای کنترل کیفیت، مانند تحلیل پارتو و نمودارهای استخوان ماهی، نتایج یک شکاف بالقوه در استفاده منظم را برجسته کرد. بسیاری از پاسخدهندگان استفاده نادر از این ابزارها را در وظایف روزانه خود نشان دادند و بر ضرورت تقویت کاربرد و مزایای آنها از طریق برنامههای آموزشی هدفمند تأکید کردند.
علاوه بر این، نظرسنجی نیاز به آموزش بیشتر در رابطه با استفاده از سیستم INQA/PLUS برای حاشیهنویسی نقصهای کیفیت را روشن میکند. بخش قابل توجهی از نیروی کار نیاز به آموزش اضافی برای بهبود مهارت خود در شناسایی و حاشیهنویسی نقصهای بدنه خودرو با استفاده از این سیستم را ابراز کردند. این نشاندهنده یک منطقه بحرانی برای مداخلات به منظور افزایش اثربخشی و دقت فرآیند کنترل کیفیت است.
۴.۳. ارزیابی کیفیت عملیات/فرآیند
Bysko و همکاران (2020) استدلال کردند که فرآیندها در تولید دنیای واقعی در صنعت خودرو اغلب به دلیل شرایط نامشخص طبق MPS اجرا نمیشوند. شرایط نامشخص توسط Meilanitasari و Shin (2021) به عنوان هر رویداد غیرقابل پیشبینی که فرآیند تولید را در یک سیستم تولیدی برنامهریزی شده توسط MRP مختل میکند، تعریف میشود. این وقایع میتوانند تنگناهایی در سالنهای رنگکاری ایجاد کنند، که به نوبه خود باعث مشکلات توالی خودرو میشوند. بسیاری از مطالعات (Leng et al., 2023; Louis et al., 2023; Yilmazlar & Kurz, 2023; Zhang & Ding, 2023) در مطالعات اخیر، مشکلات توالی خودرو را در صنعت سالن رنگکاری خودرو شناسایی و بر آنها متمرکز شدهاند. این امر باعث تشویق تلاشهای تحقیقاتی زیادی در طراحی پیکربندی توالی با استفاده از الگوریتمهای مختلف شده است، در حالی که برخی مطالعات بر طراحی بافر به عنوان راه حلی برای این مشکل متمرکز شدهاند. این مطالعه برخی از مسائل کیفیت در سالن رنگکاری را شناسایی کرد، همانطور که در شکل ۱۰ نشان داده شده است. طراحی و مدلسازی یک بافر کارآمد ممکن است چالش کیفیت در فرآیند را با کاهش اختلال در فرآیند توالی خودرو تطبیق دهد. با این حال، این امر نقصهای کیفیت یا هزینه آنها را کاهش نمیدهد. رویکرد اکتشافی مورد استفاده در برخی از فرآیندهای انجام شده در سالنهای رنگکاری نیاز به شیوههای حسابرسی با استفاده از استانداردهای کیفی دارد. یک مطالعه مشابه توسط Soltanali و همکاران (2018) تلاش میکند تا عملکرد یک شرکت تولید خودرو (پژو و خودروی اسپرت یوتیلیتی (SUV)) را با ارزیابی OEE بخشهای خط تولید، از جمله رنگ، بهبود بخشد. نتایج به ترتیب 0.99، 0.70 و 0.38 را برای در دسترس بودن، عملکرد و کیفیت نشان میدهد. این نشان میدهد که نقصهای کیفیت در سالن رنگکاری خودرو بر عملکرد کلی صنعت تأثیر میگذارد. در مطالعهای توسط Zulkarnaeen و همکاران (2023)، نقصهای کیفیت در سالن رنگکاری یک صنعت خودرو در مطالعه موردی، 32.6% از کل نقصها را تشکیل میدهد که هزینههای عملیاتی را از طریق بازکاری و هزینه مواد افزایش میدهد. روششناسی DMAIC با کاربرد ابزارها و تکنیکهای کیفی برای بهبود خروجی کیفیت بخش رنگکاری استفاده شد. Tamilmaran و Prasath (2022) نیز ابزارهای ناب را برای بهبود OEE سالن رنگکاری با در نظر گرفتن ابزارهای کیفیت مشابه مانند نمودار پارتو، نقشهبرداری جریان ارزش و علت و معلول برای تجزیه و تحلیل علت ریشهای برخی نقصهای کیفیت، به کار بردند.
جدول ۶. کدهای ISO و تفسیر مختص سالن رنگکاری
| کد ISO | توضیح و تفسیر |
|---|---|
| ISO 8502-5:1998 | آمادهسازی بسترهای فولادی قبل از اعمال رنگها و محصولات مرتبط - تستهای ارزیابی تمیزی سطح؛ بخش ۵: (روش لوله تشخیص یون) اندازهگیری کلرید روی سطح فولاد آماده شده برای رنگآمیزی. |
| ISO 8502-3:2017 بازبینی و تأیید در 2022 | بخش ۳: ارزیابی گرد و غبار روی سطوح فولادی آماده شده برای رنگآمیزی (روش نوار حساس به فشار) |
| ISO 8502-4:2017 | بخش ۴: راهنمایی برای تخمین احتمال تراکم قبل از اعمال رنگ. این بررسی میکند که آیا شرایط در محلهای کاری برای رنگآمیزی مناسب است یا خیر. |
| ISO 8502-3:2018 (که قبلاً ISO 8504-3:1993 بود) | آمادهسازی بسترهای فولادی قبل از اعمال رنگها و محصولات مرتبط - روشهای آمادهسازی سطح - بخش ۳: تمیزکاری با ابزار دستی و برقی |
| ISO 4628-1 | رنگها و لاکها - ارزیابی تخریب پوششها - تعیین کمیت و اندازه عیوب و شدت تغییرات یکنواخت در ظاهر - بخش ۱: مقدمه عمومی و سیستم تعیین. |
بینش انتقادی در مورد استراتژیهای تضمین کیفیت باید بررسی شود تا به نقصها و چالشهای کیفیت پیش روی بخش سالن رنگکاری رسیدگی و آنها را برطرف کند. بر خلاف این ادعا که فرآیندها اغلب به دلیل عدم قطعیت در شرایط، طبق MPS فرضی اجرا نمیشوند، نیاز به پیادهسازی و اتخاذ برخی استانداردهای کیفی در فرآیند تولید وجود دارد. یک راه حل مبتنی بر اکتشافی که تولید باید به آن توجه بیشتری داشته باشد، در طراحی استراتژیهای تضمین کیفیت و حذف استانداردها و بازبینیهای ISO نهفته است. جدول ۶ برخی از استانداردها و رویههای سالن رنگکاری را برای انجام وظایف مطابق با استانداردهای ISO نشان میدهد (Kavaliauskas, 2018). با برجسته کردن هر کد رفتاری برای عملکرد عملیاتی که به چالشهای کیفیت در بخش سالن رنگکاری میپردازد، مانند ISO 8502-03:2017 برای ارزیابی گرد و غبار روی فولاد قبل از رنگآمیزی به دنبال روشهای تأیید شده، و سایر استانداردها، همانطور که در جدول ۶ ذکر شده است، میتوان به این چالشها رسیدگی کرد. پیروی دقیق از رویهها با استفاده از SOP دقیقاً توسعه یافته با روشهای ذکر شده در هر استاندارد کد ISO، چالشهای کیفیت را کاهش داده و به طور تغییرناپذیری در هزینهها بر اساس چالشهای کیفیت صرفهجویی میکند. این ارتقاء مدیریت کیفیت به معنای بازنگری در تضمین کیفیت عملیات و خروجی سالن رنگکاری خواهد بود که مستقیماً بهرهوری بخش را افزایش میدهد.
۵. محدودیتهای مطالعه و تحقیقات آینده
پرداختن به مسائل مربوط به نقصهای کیفیت برای ویژگیهای کیفی که قابل اندازهگیری نیستند، چالش برانگیز است. ارزیابی OEE بخش تولید سالن رنگکاری مستلزم درک عمیقتری از ابزارها و تکنیکهای کیفی، همراه با رویکردهای تحلیل کیفی و کمی است. محدودیت مطالعه این است که تحقیق سالن رنگکاری را از یک صنعت خودرو بررسی کرده است، زیرا فرمولبندی مطالعه بیشتر بر تحلیل کیفی استوار بود. یک رویکرد تحلیل کیفی عمیق شامل تحلیل روایی و ابزارهای کیفی برای تجزیه و تحلیل دادههای کیفی استفاده شد. تجربه ذهنی هر کارگر ممکن است عامل محدودکنندهای در تعمیم دادهها در سایر صنایع باشد. حتی اگر این چالش با استفاده از حجم نمونه 85% از کارگران بخش رنگکاری برطرف شد، مطالعات بیشتری میتواند با گسترش تحقیق برای پوشش چندین بخش رنگکاری خودرو برای اعتبارسنجی ثبات در نتایج انجام شود.
۶. نتیجهگیری
این مطالعه تحقیقاتی به حوزه چندوجهی بهبود کیفیت در صنعت تولید خودرو، با تمرکز اولیه بر ابزارهای کنترل کیفیت و پیامدهای آنها بر فرآیندهای تولید، کیفیت محصول و OEE پرداخته است. این مطالعه طیفی از ابزارهای کیفیت به کار رفته در سالن رنگکاری یک شرکت تولید خودرو و طیف نقصهای کیفیت و استراتژیهای افزایش کیفیت را شناسایی و تجزیه و تحلیل کرده است. همچنین نشان میدهد که ابتکارات بهبود کیفیت بر کاهش نقصهای تولید و افزایش FTC تأثیر میگذارد. OEE سالن رنگکاری توسط در دسترس بودن، عملکرد و کیفیت تعیین میشود، و به گفته Gupta و Vardhan (2016)، ضریب کیفیت بیشترین تأثیر را بر OEE دارد. این مطالعه نشان داد که عملکرد تولید را میتوان با بهینهسازی OEE با تمرکز بر عوامل کیفیت به دلیل پیچیدگی آن در اجرا و اندازهگیری، بهبود بخشید. به طور مشابه، این مطالعه ثابت میکند که سطح اتخاذ و پایبندی به ابزارها، استانداردها و تکنیکهای کیفیت مستقیماً بر FTC تأثیر میگذارد، که به مؤلفه کیفیت OEE مربوط میشود. 36% از کارگران سالن رنگکاری با برخی از ابزارها و استانداردهای کیفیت آشنا نیستند، در حالی که 64% اعتراف کردند که به ندرت از ابزارها به صورت روزانه و مداوم استفاده میکنند، که سطح FTC 82.6% را در برابر هدف تعیین شده 95% توضیح میدهد. از یافتهها واضح بود که یک رویکرد سیستماتیک برای بهبود کیفیت، که با استفاده صحیح از ابزارهای کنترل کیفیت پشتیبانی میشود، میتواند نقص تولید را شناسایی و ارزیابی کند. همچنین اشاره شده است که استفاده از ابزارهای کیفیت در استراتژیهای بهبود کیفیت، بدون شک نقصهای کیفیت را در فرآیند سالن رنگکاری کاهش میدهد، اما بدون کاهش قابل توجه چالشهای کیفیت پیش روی سیستم، شکاف اصلی را به عنوان یک سیستم تضمین کیفیت ناکارآمد نسبت میدهد. افزایش FTC به عنوان یک پیامد حیاتی ظاهر شد، که نشاندهنده اثربخشی چنین ابتکاراتی در اطمینان از مطابقت خودروها با استانداردهای کیفیت بلافاصله پس از ارائه اولیه آنها است. این امر مستلزم نیاز به پیادهسازی استانداردها و رویههای کیفی اصلی برای فرآیندهای کاربرد و حسابرسی در بخش سالن رنگکاری صنعت خودرو برای رسیدگی به علت ریشهای نقص کیفیت است.
علاوه بر این، نتایج مصاحبهها همبستگی مثبتی را بین رویکرد کیفیت جامع در بهینهسازی کارایی عملیاتی تجهیزات و ماشینآلات در تولید خودرو و بهبودهای OEE در سالن رنگکاری یک شرکت تولید خودرو نشان میدهد. بنابراین، نیروی کار نیاز به دانش بیشتری از رویکردها و ابزارهای کیفیت برای اطمینان از استراتژیهای بهبود کیفیت دارد که خروجی کیفیت کلی چیدمان تولیدی و در نتیجه OEE را بهبود بخشد. مهمتر از همه، برای رسیدگی به چالشهای کیفیت در فرآیند تولید در سالن رنگکاری صنعت خودرو، فرآیندها و عملیات باید بر اساس اصول کیفی بیان شده توسط ISO و سایر استانداردهای مرتبط، مانند ASTM، به طور مستقیم به جای این بخش از صنعت، استانداردسازی شوند. این امر به طور قابل توجهی به چالشهای کیفیت در مقایسه با هدایت تلاش بیشتر به طراحی و پیکربندی بافرها برای توالی خودرو برای فرآیند تولید، رسیدگی میکند. علاوه بر این، آموزش کارگران در مهارتها و دانش تجربی و رفتاری، فرهنگ مدیریت کیفیت جامع (TQM) را تقویت میکند که میتواند عملکرد و کیفیت را در صنعت تولید خودرو بهبود بخشد. علاوه بر این، استراتژیهای تضمین کیفیت برای سالنهای رنگکاری و سایر بخشها باید بازبینی و حسابرسی شوند تا استانداردهای جدید و نوظهور را برای بهبود مستمر در تولید پیادهسازی کنند. بنابراین پیشنهاد میشود که شرکتهای تولید خودرو یک چرخه را در پیادهسازی استانداردهای کیفیت پیشنهادی دنبال کنند: اولاً انجام ممیزی کیفیت و ارزیابی استاندارد در خطوط تولید، ثانیاً بازبینی رویه عملیاتی استاندارد (SOP) فعلی، ثالثاً توسعه و ادغام استانداردهای کیفیت در SOP، و در نهایت بهروزرسانی فرآیندها و رویههای تضمین کیفیت. این مراحل تضمین میکند که سیستم و استراتژیهای کیفیت در درازمدت بهروز و پایدار باشند. ادغام این مراحل با استفاده از فناوریهای صنعت 4.0 میتواند به ارتقاء چیدمان تولیدی به تولید هوشمند کمک کند (Olahere & Olanrewaju, 2020).
📊 برای برگزاری دوره آموزشی OEE با ما در تماس باشید.
مطالب زیر را حتما مطالعه کنید

مشاور پیاده سازی IATF16949

مرجع جامع آزمایشگاه رنگ و رزین و بازرسی پوششهای صنعت خودرو ISO 17025

راهنمای chatgpt

راهنمای پیاده سازی ISO 9001:2026

تشویق های غیر مالی پرسنل
دیدگاهتان را بنویسید